通过固液分离设备将猪粪分成固体和液体,目的是改善管理,促进固体部分的运输,使固、液相进行单独处理,能减少液体排放,或实现液相的精确灌溉系统。
分离器的效率至少由两个值可以量化:流量的分离效率(ηQ)和质量流量的分离效率,如氮(ηN)或磷(ηP).从进口到出口转变为固体部分的质量的比例;其余的为液体部分,因为必须遵守质量守恒的原则。为了说明这些概念,下面将使用图1中的计算给定设备和猪粪的假设测量数据中的未知值。
分离器的效率至少由两个值可以量化:流量的分离效率(ηQ)和质量流量的分离效率,如氮(ηN)或磷(ηP).从进口到出口转变为固体部分的质量的比例;其余的为液体部分,因为必须遵守质量守恒的原则。为了说明这些概念,下面将使用图1中的计算给定设备和猪粪的假设测量数据中的未知值。
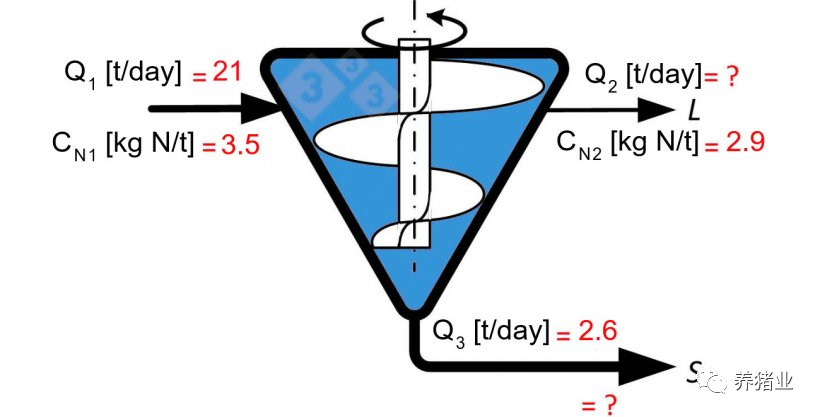
图1.螺旋压力机的示意图,指示用于计算效率的命名法和数据。
Q 2=Q 1-Q 3=18.4 t/d⇒ηQ=2.6/21=12.4%
Q 1 C N1=Q 2 C N2+Q 3 C N3⇒C N3=(Q 1 C N1-Q 2 C N2)/Q 3=7.75 kg N/t
ηN=Q 3 C N3/Q 1 C N1=27.4%
如果分离的固体部分被输出,在这个公式中,猪粪中27.4%的氮被输出,浓度为2.2(出口的氮浓度比原始浓度高2.2倍)。获得高gh水平的浓度(例如,通过串联组合多个分离器)意味着降低整体分离效率,即输出的氮百分比较少,但浓度更高。
表1显示了三种主要类型的S/L分离系统的效率范围。通过使用混凝剂(铁盐或铝盐)或絮凝剂(有机聚合物),可以提高设备的效率,尽管这种效果不可能推广并且取决于猪粪成分。当猪粪非常稀薄时,通过添加气泡进行浮选,可以改善与絮凝剂的分离。混凝剂可以用电絮凝系统代替,其中电流溶解电极(通常是铁)以达到相同的颗粒聚集效果。
表1.对于不同类型的固液分离器,效率范围(将指示参数的百分比转移到固体分数),质量流速(Q),氮(N)和磷(P)。
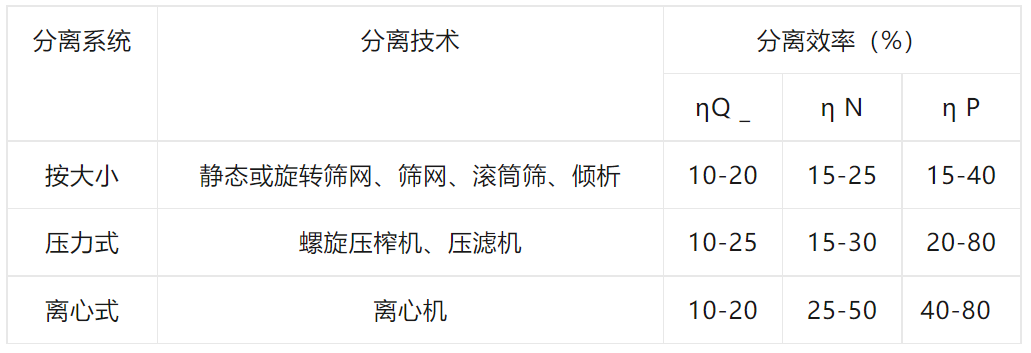
一般来说,离心比压力分离更有效,而后者比按大小分离更有效,尽管在表1中广泛的效率并没有证明这一点。原因是效率取决于猪粪的组成,最重要的是,取决于分离时的时间。猪粪放的越长,效率越高,当猪粪在其排泄后几小时被分离时效率越高。这是因为在几乎立即开始的分解过程中,许多固体化合物被溶解,不再通过机械方法分离。这种设备的供应商很难保证一定的效率,因为这更多地取决于之前对猪粪的处理,而不是分离器的质量。
Cooper当前的一种固液分离系统,也值得学习,每隔几个小时在漏粪板下的坑中分离。一个刮板系统在坑底向上循环,有一个轻微的坡度;固体部分被向上压缩,而液体向下排出,从而在猪舍的一侧获得固体部分,在另一侧获得液体。该系统测得的氮分离效率约为55%,这是传统分离系统无法实现的。由于防止了谷仓本身的分解过程和气体排放,该系统具有更少的猪呼吸道问题、更低的死亡率和更高的生产力等额外优势。
有趣的是,表1中的磷分离效率通常高于氮。这意味着液体部分的N/P比将高于新鲜猪粪,并且该比值将更适合许多作物的需求。
猪场环保压力大?猪粪固液分离,看看这3种模式对比!
未来对猪环保也就是猪粪和尿液的排放,国家还会重点查处,咱们养猪人要提前做好准备,养猪业粪污有效利用也是养猪人健康发展的必经之路。