国内饲料行业经过了40多年的发展,从成长期、成熟期到目前的稳定期,从产量到质量都经历了大的飞跃,利润也从原来的“暴利”转变到现在的“微利”,如何在当前的“微利”时代保持利润,除了控制好销售费用、管理费用、财务费用外,生产中运用精细化管理也尤为重要,因为它是控制制造费用的基础。饲料生产中施行精细化管理可以从以下几个方面入手:

1、减少物料损耗
1.1对落地料及时回收、回用
落地料在饲料生产过程中是避免不了存在的,如果落地料回收不及时,有可能与其他物料混淆,或者被清扫扔掉,这是一种不应该有的浪费,因为企业当中任何浪费都会造成成本增加。
1.2包重给料误差要在规定范围内
比如50kg的净含量要求误差在±0.3%的话,那么我们包装时的净含量范围应该在49.85~50.15kg,料给少了,客户当然不会同意,如果给多了,我们企业的利益会受损。所以,严格控制给料量是生产精细管理的一部分。
1.3缝口线剩余部分要尽量短
这要求缝包工在操作的时候要加强责任心,在自动打包切线的时候设定值要偏小一些。设想一下,如果每袋料的打包线多用1cm,那么每1t物料就会多消耗20cm,按照每年生产2万t计算,则多消耗的打包线在4000m,这是一种无形的浪费,这种浪费通过精细化管理和操作是可以避免的。
以上是列举了几项有代表意义的事项,当然,减少物料损耗的地方还有很多,比如,减少包装袋的人为损坏,不野蛮装卸等等,这需要我们在日常生产管理当中从小事着手,教育员工从精细化操作入手,才能把这项工作做好。
2、提高生产效率
2.1提高粉碎机的工作效率
这项工作要求有计划地去做,提前安排好每天要粉碎的物料品种和数量,粉碎机开启之后要满负荷工作,尽量不要空载或半载工作。
2.2提高混合机的工作效率
混合机是整个生产车间的核心设备,如果混合机工作效率低,整个班组的效率都不会高,当然也就谈不上节能降耗了。
2.3提高制粒机的工作效率
制粒机是生产成品的最后一道工序,要及时、快速地把前端配好的料“消耗掉”,制粒工要看好电机电流(功率)、喂料速度、物料熟化程度、水分、含粉率等各项指标,将制粒系统调到一个最理想的进料和出料状态。
以上几项是饲料车间生产的核心工序,当然还要有一些输送设备的配合和支持,比如刮板输送机、提升机等,需要这些设备也发挥最佳的工作状态,“人、机、料、法、环”五要素配合得当才能在生产运行当中做到天衣无缝、尽善尽美。
3、节约能耗
能耗是生产考核指标中最为重要的一个指标,单位饲料产出中需要的水、电、汽的数量就是我们所说的单位能耗,如何降低这个指标,建议注重以下几方面:
(1)每天进行少品种、大批量生产。这样会减少料号的切换,节约工作时间,同样也会减少料头料尾的产生,降低回机时的二次加工成本。
(2)及时关停设备,避免设备空转,空转和半载运行会造成电能的最大浪费,在这里不再赘述。
(3)避免跑、冒、滴、漏的发生。发现问题及时处理,任何的跑、冒、滴、漏都是对资源的浪费,我们要做的就是堵塞各个浪费点。
(4)事前沟通,很多工作需要沟通好才能配合顺畅。比如,制粒机在启动后需要使用蒸汽,理想的状态就是在制粒机需要蒸汽的时候锅炉压力正好达到要求,制粒结束的时候锅炉压力正好降下来,这就要求制粒工与锅炉工之间进行事前沟通。
4、安全生产精细化
安全生产是企业的重中之重,没有了安全,其它任何事情都是空谈,所以对待安全问题我们不能忽视,不能粗放式管理,必须列入精细化管理的范畴。
4.1人身安全和设备安全
人身安全是我们主抓的第一要务,在这方面实施精细管理没有捷径可走,关键在于持之以恒地将安全管理的各项措施落实到位,切实将安全生产纳入生产管理的日常工作,“以人为本、严细实恒”的安全生产理念要常抓不懈。主要方法就是开展岗前培训、三级安全教育、岗中检查、班后总结、安全考试等,更重要的是要向员工灌输安全理念,让他们具备安全意识,这一点是非常重要的。
设备安全是我们生产得以正常进行的基础,也是精细化管理的一部分。设备安全重在一个“养”字,就是平时在运行当中注意巡检、注意保养,从小问题着手,把大问题杜绝在萌芽当中。另外,我们要对全员进行TPM知识培训,让参与生产的所有员工都参与到设备的全面自主保全当中来。
4.2产品质量安全、仓储安全
饲料企业在生产过程中,从原料进厂到产品出厂,都要进行产品质量安全把控。我们要本着“饲料=食品,质量=生命”的质量理念去工作。产品质量管理要求的范围广、区域大、环节多、难度大,在同一时间内有诸多因素影响着质量,如果某一环节失控就可能出现大问题。对于质量管控,重在四个字—“及时、准确”,在生产过程中及时为车间提供化验信息,指导生产,做到事中控制。
安全工作永无止境,它是我们一切工作的基础。要想做好安全管理工作,领导参与、部门参加、现场整改、限时完成、存档备案、持续追踪是不可或缺的六个因素,我们应该本着对员工负责,对企业负责的态度去面对这项工作,有计划、有步骤、精准地去开展。
精细化管理就是落实管理责任,将管理责任具体化、明确化,它要求每一个管理者都要尽职、用心。第1次就把工作做到位,要做到日事日毕、日清日高,按照检查、纠正、处理、提高的步骤周而复始地进行。
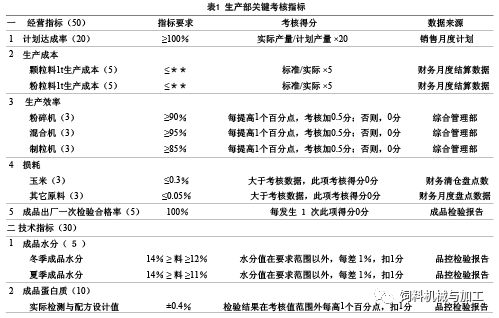
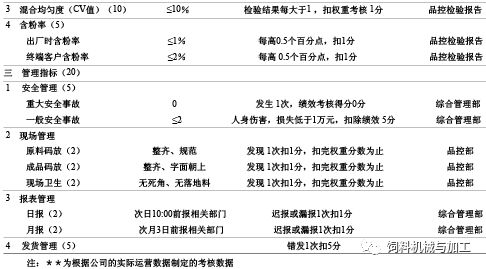
下面以吉林省广泽韩一饲料公司生产部门精细化考核为例,来说明一下饲料生产当中应该注重的关键环节,见表1。
5、小结
精细化管理并非只是处罚,我们所定的考核指标是在认真努力的基础之上能够达成的,如果各项指标任务完成较好的话,我们也要给予奖励,奖罚分明是各个企业在绩效考核当中必须遵循的原则。
精细管理的本质意义就在于:
(1)它是一种对任务目标分解细化和落实的过程,让企业的战略规划能有效贯彻到底并发挥作用的过程。
(2)它是提升企业整体执行能力的一个重要途径。执行力是解决问题的能力,实行精细化管理,可以有效解决拖拉、逃避责任的工作作风。
(3)精细化管理是现代化科学管理的一部分,它可以提高企业运营绩效,助力企业实现科学管理。
无论在饲料企业还是其他企业,推行精细化管理都势在必行,它不但在成本上让我们得到节约,更重要的是让员工从理性上认识精细化管理的意义,从而提高企业的整体运行水平和市场竞争能力。
饲料企业要得以全面、协调和可持续发展,必然要求企业有强大的执行能力和运作水平,所有这些都依赖于精细化管理的强大支撑。“精”就是切中要点,抓住运营管理中的关键环节;“细”就是管理标准的具体化、考核的精准化、执行的严格化。
精细化管理的核心在于:实行刚性的制度,规范人的行为,强化责任意识,以此形成优良的执行力文化。同时,我们也要清醒地认识到,在实施“精细化管理工程”的过程中,最为重要的是要有规范性与创新性相结合的意识。一个企业在确立了建设“精细管理工程”这一带有方向性的思路后,重要的是结合企业的现状,按照“精细化”的思路,找准关键问题和薄弱环节,分阶段进行,分阶段性完成体系,完善体系。只有这样,才能最终整合全部体系,实现精细化管理工程在企业发展中的功能、效果和作用。
1、减少物料损耗
1.1对落地料及时回收、回用
落地料在饲料生产过程中是避免不了存在的,如果落地料回收不及时,有可能与其他物料混淆,或者被清扫扔掉,这是一种不应该有的浪费,因为企业当中任何浪费都会造成成本增加。
1.2包重给料误差要在规定范围内
比如50kg的净含量要求误差在±0.3%的话,那么我们包装时的净含量范围应该在49.85~50.15kg,料给少了,客户当然不会同意,如果给多了,我们企业的利益会受损。所以,严格控制给料量是生产精细管理的一部分。
1.3缝口线剩余部分要尽量短
这要求缝包工在操作的时候要加强责任心,在自动打包切线的时候设定值要偏小一些。设想一下,如果每袋料的打包线多用1cm,那么每1t物料就会多消耗20cm,按照每年生产2万t计算,则多消耗的打包线在4000m,这是一种无形的浪费,这种浪费通过精细化管理和操作是可以避免的。
以上是列举了几项有代表意义的事项,当然,减少物料损耗的地方还有很多,比如,减少包装袋的人为损坏,不野蛮装卸等等,这需要我们在日常生产管理当中从小事着手,教育员工从精细化操作入手,才能把这项工作做好。
2、提高生产效率
2.1提高粉碎机的工作效率
这项工作要求有计划地去做,提前安排好每天要粉碎的物料品种和数量,粉碎机开启之后要满负荷工作,尽量不要空载或半载工作。
2.2提高混合机的工作效率
混合机是整个生产车间的核心设备,如果混合机工作效率低,整个班组的效率都不会高,当然也就谈不上节能降耗了。
2.3提高制粒机的工作效率
制粒机是生产成品的最后一道工序,要及时、快速地把前端配好的料“消耗掉”,制粒工要看好电机电流(功率)、喂料速度、物料熟化程度、水分、含粉率等各项指标,将制粒系统调到一个最理想的进料和出料状态。
以上几项是饲料车间生产的核心工序,当然还要有一些输送设备的配合和支持,比如刮板输送机、提升机等,需要这些设备也发挥最佳的工作状态,“人、机、料、法、环”五要素配合得当才能在生产运行当中做到天衣无缝、尽善尽美。
3、节约能耗
能耗是生产考核指标中最为重要的一个指标,单位饲料产出中需要的水、电、汽的数量就是我们所说的单位能耗,如何降低这个指标,建议注重以下几方面:
(1)每天进行少品种、大批量生产。这样会减少料号的切换,节约工作时间,同样也会减少料头料尾的产生,降低回机时的二次加工成本。
(2)及时关停设备,避免设备空转,空转和半载运行会造成电能的最大浪费,在这里不再赘述。
(3)避免跑、冒、滴、漏的发生。发现问题及时处理,任何的跑、冒、滴、漏都是对资源的浪费,我们要做的就是堵塞各个浪费点。
(4)事前沟通,很多工作需要沟通好才能配合顺畅。比如,制粒机在启动后需要使用蒸汽,理想的状态就是在制粒机需要蒸汽的时候锅炉压力正好达到要求,制粒结束的时候锅炉压力正好降下来,这就要求制粒工与锅炉工之间进行事前沟通。
4、安全生产精细化
安全生产是企业的重中之重,没有了安全,其它任何事情都是空谈,所以对待安全问题我们不能忽视,不能粗放式管理,必须列入精细化管理的范畴。
4.1人身安全和设备安全
人身安全是我们主抓的第一要务,在这方面实施精细管理没有捷径可走,关键在于持之以恒地将安全管理的各项措施落实到位,切实将安全生产纳入生产管理的日常工作,“以人为本、严细实恒”的安全生产理念要常抓不懈。主要方法就是开展岗前培训、三级安全教育、岗中检查、班后总结、安全考试等,更重要的是要向员工灌输安全理念,让他们具备安全意识,这一点是非常重要的。
设备安全是我们生产得以正常进行的基础,也是精细化管理的一部分。设备安全重在一个“养”字,就是平时在运行当中注意巡检、注意保养,从小问题着手,把大问题杜绝在萌芽当中。另外,我们要对全员进行TPM知识培训,让参与生产的所有员工都参与到设备的全面自主保全当中来。
4.2产品质量安全、仓储安全
饲料企业在生产过程中,从原料进厂到产品出厂,都要进行产品质量安全把控。我们要本着“饲料=食品,质量=生命”的质量理念去工作。产品质量管理要求的范围广、区域大、环节多、难度大,在同一时间内有诸多因素影响着质量,如果某一环节失控就可能出现大问题。对于质量管控,重在四个字—“及时、准确”,在生产过程中及时为车间提供化验信息,指导生产,做到事中控制。
安全工作永无止境,它是我们一切工作的基础。要想做好安全管理工作,领导参与、部门参加、现场整改、限时完成、存档备案、持续追踪是不可或缺的六个因素,我们应该本着对员工负责,对企业负责的态度去面对这项工作,有计划、有步骤、精准地去开展。
精细化管理就是落实管理责任,将管理责任具体化、明确化,它要求每一个管理者都要尽职、用心。第1次就把工作做到位,要做到日事日毕、日清日高,按照检查、纠正、处理、提高的步骤周而复始地进行。
下面以吉林省广泽韩一饲料公司生产部门精细化考核为例,来说明一下饲料生产当中应该注重的关键环节,见表1。
5、小结
精细化管理并非只是处罚,我们所定的考核指标是在认真努力的基础之上能够达成的,如果各项指标任务完成较好的话,我们也要给予奖励,奖罚分明是各个企业在绩效考核当中必须遵循的原则。
精细管理的本质意义就在于:
(1)它是一种对任务目标分解细化和落实的过程,让企业的战略规划能有效贯彻到底并发挥作用的过程。
(2)它是提升企业整体执行能力的一个重要途径。执行力是解决问题的能力,实行精细化管理,可以有效解决拖拉、逃避责任的工作作风。
(3)精细化管理是现代化科学管理的一部分,它可以提高企业运营绩效,助力企业实现科学管理。
无论在饲料企业还是其他企业,推行精细化管理都势在必行,它不但在成本上让我们得到节约,更重要的是让员工从理性上认识精细化管理的意义,从而提高企业的整体运行水平和市场竞争能力。
饲料企业要得以全面、协调和可持续发展,必然要求企业有强大的执行能力和运作水平,所有这些都依赖于精细化管理的强大支撑。“精”就是切中要点,抓住运营管理中的关键环节;“细”就是管理标准的具体化、考核的精准化、执行的严格化。
精细化管理的核心在于:实行刚性的制度,规范人的行为,强化责任意识,以此形成优良的执行力文化。同时,我们也要清醒地认识到,在实施“精细化管理工程”的过程中,最为重要的是要有规范性与创新性相结合的意识。一个企业在确立了建设“精细管理工程”这一带有方向性的思路后,重要的是结合企业的现状,按照“精细化”的思路,找准关键问题和薄弱环节,分阶段进行,分阶段性完成体系,完善体系。只有这样,才能最终整合全部体系,实现精细化管理工程在企业发展中的功能、效果和作用。